Strategii de masinare asistata de calculator
pe masini de frezat cu comanda numerica
in pachetul CATIA V5
1.
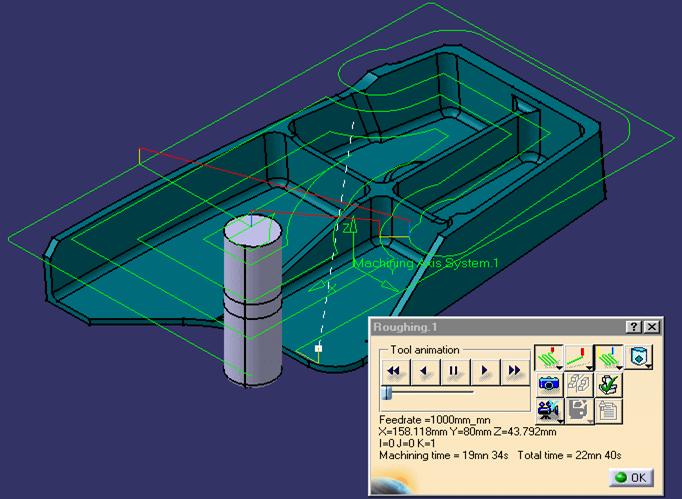
Roughing
(stock model) :
Degrosare
dintr-un semifabricat paralelipipedic , la un offset ales.
Operatia poate viza intregul model
3D sau zone de interes ale acestuia delimitate de un contur format din entitati
proprii sau create in functie de situatie.
Parametrii impusi pot defini o strategie de
prelucrare in care deplasarile radiale sau axiale pot alterna ca ordine si
marime functie de impulsul tehnologic.
Tipul de scula utilizat (freza cu sau fara
raza de colt Rc) determina adaosul de prelucrare pastrat pentru operatia de semifinisare
sau finisare.
2. Z – Level:
Operatie
din cadrul celor de degrosare in care profilul final este realizat cu un adaos
de prelucrare constant prin deplasari succesive pe axa Z.
Din parametrii care impun numarul de treceri
sau rugozitatea suprafetei rezultate se poate obtine o suprafata cat mai
apropiata de cea finala.
Raportul
dintre dimensiunile frezei utilizate , parametrii regimului de aschiere si
timpul de masinare impune solutia optima. La limita se poate obtine , functie
de configuratia modelului ,o finisare a reperului.

3. Profile contouring :
Finisarea
contururilor exterioare si interioare folosind suprafata tangentiala a frezei
si Rc a acesteia.
a. Multi Axis Curve Machining : Materializeaza
suprafata cu profil variabil de tipul “Rouled Surfaces” in care se pot selecta
fie doua muchii care limiteaza suprafata fie o muchie si o alta suprafata de
control fata de care se impun conditii de contact.
b. Multi Axis Flank Contouring: Materializeaza
suprafetele cu contur variabil prin contactul continuu al generatoarei
frezei care se sprijina pe un Part
Surface.
Deplasarile pot fi reglate: IN, ON sau OUT –
cu o anumita distanta fata de suprafata de control, notate cu START si STOP.
Pentru controlul riguros al miscarilor pot
fi selectate entitati care limiteaza miscarea si care pot include elemente de
fixare si asezare a semifabricatului sau suprafete care au fost sau se vor
prelucra ulterior.
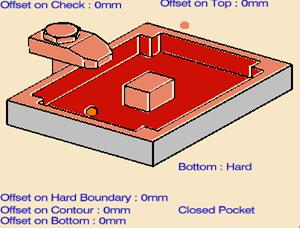
4. Pocketing
:
Operatia de degrosare , semifinisare si
finisare a alveolelor deschise sau inchise.
In cadrul acestei strategii putem opta
pentru prioritatea deplasarilor axiale si/sau radiale a strategiei de abordare
dinspre interior spre exterior si invers.
Miscarile
de apropiere si retragere la sfarsitul operatiei functie de necesitati se pot
face axial , elicoidal si combinatii ale acestora.
Efectul
unor plonjari si retrageri eficiente conduce la obtinerea unor suprafete de
calitate si la un timp de viata maxim al sculelor utilizate.
Timpul
de masinare minim ramane elementul cel mai important dupa calitatea si
dimensiunile suprafetei obtinute.

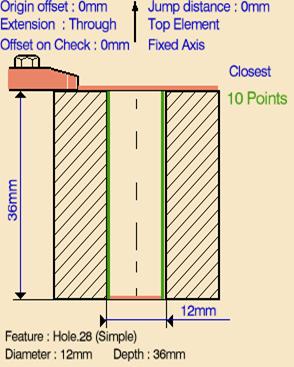
5. Drilling:
Operatie – frecvent utilizata pentru
realizarea de centruiri, gauriri, gauriri profunde , lamaje , alezari ,
zencuiri , filetari , etc…
Operatia impune ca date de intrare punctul initial , punctul final de deplasare
si vectorul alezajului.
In
cazul filetarilor avansul trebuie sa fie in concordanta cu pasul filetului ce
trebuie realizat.
In
cazul lamarii este foarte importanta impunerea unui timp de temporizare la
capatul cursei iar in cazul unei alezari cu bara si cutit de alezat oprirea
avansului de lucru si turatiei la capatul cursei, retragerea pe axa alezajului
si ulterior deplasare pe Z pentru a nu afecta calitatea suprafetelor alezate.

6. Curve Following (Pencil Tracing ):
Realizeaza
racordarea cu acuratete a suprafetelor cu axa fixa dupa un unghi constant sau
variabil.